
Färskningsprocessen
Det Osmundjärn som tillverkades fram till 1550-talet blev direkt smidbart då vällningen skedde i härden omedelbart efter att en loppa erhållits och den sedan välldes ihop med andra till ett stycke järn om ca. 450 gram. Sådana osmundstycken köptes upp av tyska järnhandlare och vidareförädlades av dem till stångjärn. Sverige återköpte sitt behov av stångjärn till ganska högt pris. Detta ogillades av Gustav Vasa som beordrade försök att framställa stångjärn. Lyckade försök i Jönsarbo smedja, tre kilometer söder om Karmansbo, i slutet av 1530-talet visade att detta var möjligt.
Tysksmide
När tackjärn började framställas i större skala i masugnar började man också använda färskningshärdar av tysk modell s.k. tyskhärdar. Tackjärnet hade förhållandevis hög kolhalt ca. fyra procent som måste sänkas till ca. 0,01 procent för att det skulle bli smidbart. Detta gjordes genom att kol och en del andra ej önskade ämnen, smältes och bränns bort genom s. k. färskning. Från Tyskland hämtades den så kallade Tysksmidesprocessen. Tyskhärden var en öppen härd med en enkel blåsbälg för blästerluft. Tackjärn smältes ned med hjälp av träkol och blästerluft samt slagg från en tidigare färskning. Blåsbälg och hammare drevs med hjälp av vattenhjul.
Färskningen följdes av vällning, vilken innebär att slagg som fanns kvar i järnstycket efter bearbetningen under tvärräckaren smältes ur genom ny uppvärmning i härden och därefter genom uträckning under räckhammaren. Färskningsmetoden vann snabbt mark och många små smedjor startades. Vallonsmidet som började användas på en del bruk under senare delen av 1600-talet tillgick i princip på samma sätt som tysksmidet. Vad vallonerna också förde med sig till Sverige utöver tekniskt kunnande var kapital att starta nya smedjor.
Lanchashiresmide
På 1840-talet började man i Lancashire, England att arbeta med en ny färskningsmetod det s.k. Lancashiresmidet. Lancashirehärdens konstruktion utvecklades avsevärt då den började användas i Sverige. Den blev till slut en täckt vattenkyld ugn där förvärmd luft blåses in med hjälp av en blåsmaskin med hög kapacitet. Genom detta förfarande kunde man färska mera hårdsmält järn som behövde högre temperatur för att smältas. För att ytterligare förbättra järnets kvalitet tillkom vällugnen där i smältstycket kvarvarande slaggrester genom hög värme kunde fås att rinna ut ur smältstycket före utsmidet.
Färskningen i en Lancashirehärd sker i tre moment. Det första är smältning av tackjärnet. Nästa etapp är själva färskningsarbetet och det tredje momentet är att göra en smälta som senare ska slås ihop och delas i smältstycken/ämnen, under mumblingshammaren. Vid smältningen användes gammal och ny slagg som katalysator och smältsmeden sitt spett för att hela smältan ska arbetas igenom.
Kunskapen att framställa ett högkvalitativt järn med hjälp av denna förbättrade teknik kunde endast inläras genom praktiskt arbete och en genom erfarenhet vunnen fingertoppskänsla och blick för vad som pågick i härden. Det kunde om olyckan var framme lika gärna bli en stål liknande produkt som ett mjukt och smidbart järn eller ett järn som brast vid den kommande kvalitetstesten hos järnvräkaren. Kunskap värderades högt och smältsmeden/mästersmeden var den högst betalda i smedjan.
Parallellt med Lancashiresmidet användes i Sverige ett antal olika metoder för färskning t.ex. Vallon-, franche-comtésmide senare också puddlingsmetoden. Även Tysksmidet förekom fortfarande i enstaka fall. De smedjor som inte hade ekonomiska möjligheter att investera i de nya färskningsmetoderna lades ned och i bästa fall överfördes smidesrätten till andra närliggande smedjor. Ungefär samtidigt övergick man från räckarsmide till valsning och detta krävde också stora ekonomiska insatser. Att investera i valsverk klarade endast få bruk. Dessa kostsamma förändringar innebar att den första bruksdöden infann sig.
Under 1850-talet började försök med olika gjutstålsprocesser, och så småningom ersatte dessa de gamla färskningsmetoderna. Då de flesta småsmedjorna inte hade möjlighet att än en gång investera i ny teknik måste de läggas ned och därmed uppstod en ny bruksdöd. Karmansbo Lancashiresmedja var en av de få som länge stod emot nedläggningsspöket och hade god avsättning för sitt stångjärn ända till verksamheten slutligen upphörde 1958.
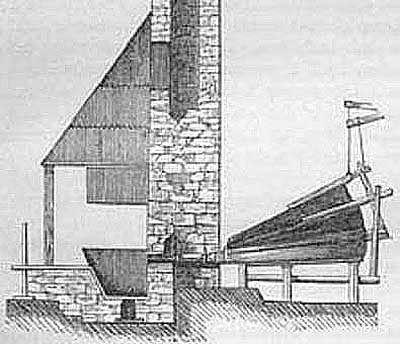
Exempel på tyskhärd. Bild ur Uppfinningarnas bok från 1874.